")
































西門子plc s7300/400在專用鉆床的順序控制(3)
作者:順序程序 發(fā)布日期:2020-12-20 21:57:51 閱讀:0
二維碼分享
6.專用轉(zhuǎn)床復(fù)雜的順序程序的調(diào)試方法
調(diào)試復(fù)雜的順序功能圖時,應(yīng)充分考慮各種可能的情況,對系統(tǒng)的各種工作方式、順序功能圖中的每一條支路、各種可能的進展路線,都應(yīng)逐一檢查,不能遺漏,特別要注意并行序列中各子序列的第1步(圖中的步M0.2和步M0.5)是否同時變?yōu)榛顒硬剑詈笠?/span>步(步M0.4和步M0.7)是否同時變?yōu)椴换顒硬剑?jīng)過3次循環(huán)后,是否能進入步M1.1,最后返回初始步。發(fā)現(xiàn)問題后應(yīng)及時修改程序,直到每一條進展路線上步的活動狀態(tài)的順序變化和輸出點的變化都符合順序功能圖的規(guī)定。
7.調(diào)試手動程序
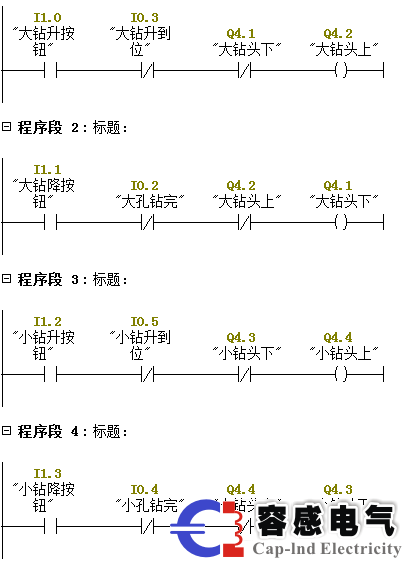
打開PLCSIM, 生成與調(diào)試有關(guān)的視圖對象 。將各邏輯塊下載到仿真西門子plc, 將仿真西門子plc切換到RUN-P模式。由于執(zhí)行了OB 100中的程序, 初始步對應(yīng)的M 0.0為1狀態(tài),其余的步對應(yīng)的存儲器位為0狀態(tài)。令I(lǐng) 2.0為0狀態(tài), CPU調(diào)用手動程序FC 2, 根據(jù)圖調(diào)試手動程序。手動程序采用點動控制,分別令各手動控制按鈕I.0-I1.7為1狀態(tài),觀察對應(yīng)的輸出點是否為1狀態(tài)。對大、小鉆頭作升、降控制時,觀察對應(yīng)的限位開關(guān)是否起作用。
8.調(diào)試自動程序
令I(lǐng)2.0為1狀態(tài), CPU調(diào)用自動程序FCI.根據(jù)順序功能圖調(diào)試用動序進入I0.3和I0.5對應(yīng)的小方框程序時,僅初始步對應(yīng)的M0.0為1狀態(tài)。單擊PLCSIM中I0.3和I0.5對應(yīng)的小方框,模擬大、小轉(zhuǎn)頭均在上限位置。單擊兩次I0.0對應(yīng)的小方框,模擬按下和放開啟動按鈕。初始步下面的轉(zhuǎn)換條件滿足,M0.0變?yōu)?狀態(tài),M0.1和Q4.0變?yōu)?狀態(tài),說明轉(zhuǎn)換到來加緊步,令I(lǐng)0.0為1狀態(tài),轉(zhuǎn)換到步M0.2和步M0.5,C0的當(dāng)前值減1后變?yōu)?.按照順序功能圖,一次令當(dāng)前的活動步后面的轉(zhuǎn)換條件為1狀態(tài),觀察是否能轉(zhuǎn)換到后續(xù)步,大小轉(zhuǎn)頭均上升到位時,觀察是否轉(zhuǎn)換到步M1.0,旋轉(zhuǎn)到位時是否能返回步M0.2和步M0.5,鉆完3對孔后,觀察是否能轉(zhuǎn)換到兒M1.1.10.7為1狀態(tài)時是否能返回初始步。
在調(diào)試時應(yīng)注意在工件旋轉(zhuǎn)期間,上限位開關(guān)10.3和10.5應(yīng)為1狀態(tài),在鉆孔期間,旋轉(zhuǎn)到位開關(guān)10.6應(yīng)為1狀態(tài)。在任意的步為活動步時切換到手動方式(令I(lǐng)2.0為0狀態(tài)),當(dāng)前的活動步對應(yīng)的存儲器位(M)和輸出點應(yīng)變?yōu)?狀態(tài),初始步對應(yīng)的M0.0應(yīng)變?yōu)?狀態(tài)。

9.順序控制的仿真練習(xí)TO
3條運輸帶順序相連(按下起動按鈕10.2,1號運輸帶開始運行,5s后2號運輸帶自動起動,再過5s后3號運輸帶自動起動。停機的順序與起動的順序剛好相反,即按了停止按鈕I0.1后,先停3號運輸帶,5s后停2號運輸帶,10.3停止10.3,再過5s停1號運輸帶,Q4.2~Q4.4分別控制1~3號運輸帶。
在順序起動3條運輸帶的過程中,操作人員如果發(fā)現(xiàn)異常情況,可以由起動改為停車,按下停止按鈕1.3后,將已經(jīng)起動的運輸帶停車,仍采用后起動的運輸帶先停車的原則,上述要求的順序功能圖,根據(jù)順序功能圖,設(shè)計出梯形圖程序,仔細檢查后下載到西門子plc。
調(diào)試步驟如下:
1)從初始步開始,按正常起動和停車的順序調(diào)試程序,即從初步M0.0開始,按步M0.0、M0.1、M0.2、M0.3、M0.4和M0.5的順序調(diào)試程序,最后返回初始值。
2)從初始步開始,模擬調(diào)試在起動了一條運輸帶時停機的過程,即在第2步M0.1為活動步時,單擊兩次I0.3對應(yīng)的小方框,模擬按下和放開停止按鈕,觀察是否能返回初始步。
3)從初始步開始,模擬調(diào)試在起動了一條運輸帶時停機的過程,即在第3步M0.2為活動步時,單擊兩次I0.3對應(yīng)的小方框,模擬按下和放開停止按鈕,觀察是否能跳過步M0.3和步M0.4,進入步M0.5,經(jīng)過T3設(shè)置的時間后,是否能返回初始值。
總結(jié):以上內(nèi)容就是小編為大家介紹的西門子plc s7300/400在專用鉆床的順序控制(3),本公司是西門子plc代理商,如果您有這方面的任何需求,歡迎大家咨詢?nèi)莞须姎猓覀儗⒔o您真誠的服務(wù)。
免責(zé)聲明:本文免費為大家學(xué)習(xí)、研究、欣賞,歡迎讀者訪問和交流,其版權(quán)歸原著者擁有;本網(wǎng)站所有軟件和資料均為網(wǎng)友推薦收集整理而來,禁止商用。本網(wǎng)站不保證本站提供的下載資源的準確性、安全性和完整性;同時本網(wǎng)站也不承擔(dān)用戶因使用這些下載資源對自己和他人造成任何形式的損失或傷害;如涉及版權(quán),請聯(lián)系刪除!
免責(zé)聲明:本文免費為大家學(xué)習(xí)、研究、欣賞,歡迎讀者訪問和交流,其版權(quán)歸原著者擁有;本網(wǎng)站所有軟件和資料均為網(wǎng)友推薦收集整理而來,禁止商用。本網(wǎng)站不保證本站提供的下載資源的準確性、安全性和完整性;同時本網(wǎng)站也不承擔(dān)用戶因使用這些下載資源對自己和他人造成任何形式的損失或傷害;如涉及版權(quán),請聯(lián)系刪除!
此文關(guān)鍵字: 西門子,plc,s7300,400,315-2DP,OB1,
聲明:本文源自容感電氣整合整理,如本站文章和轉(zhuǎn)稿涉及版權(quán)等問題,請作者在及時聯(lián)系本站,我們會盡快處理。
標題:西門子plc s7300/400在專用鉆床的順序控制(3) 地址:http://www.511997.cn/hangye/3928.html
標題:西門子plc s7300/400在專用鉆床的順序控制(3) 地址:http://www.511997.cn/hangye/3928.html



mcgs觸摸屏的六大種類及其特點(1)")
平臺發(fā)布")
原理說明")


據(jù)輸入方法")
構(gòu)和各部件的作用")
內(nèi)部干擾")